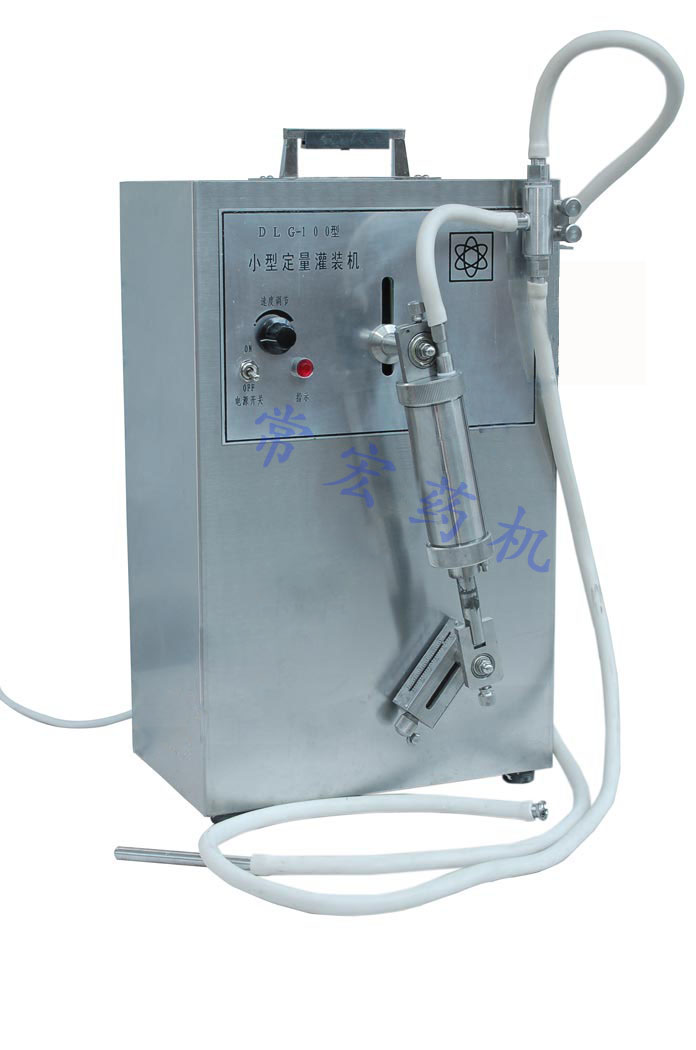
小型定量灌装机工作原理:
结构简单、可靠、故障少;采用锥体活塞,密封性能好,分注液量准确,液量调整方便;触液部均采用不锈钢制成,并便于装卸,可进行无菌分注;缸筒、推杆、活塞采用不锈钢材料,耐腐蚀、耐磨损;速度连续可调,操作方便。
小型定量灌装机使用方法
1、机器工作前必须将地线良好接地,再根据不同分装量选择合适的标准注射器。一般分装范围为0.2-1ml时采用1ml注射器; 1-5ml时采用5ml注射器;5-10ml时采用10ml注射器;20ml机型, 使用20ml玻璃灌肠器;100ml机型,使用100ml玻璃灌肠器, (亦可使用本厂生产的专用不锈钢灌装系统);500ml机型,使用本厂生产的专用不锈钢灌装系统。
2、,将注射器内芯拨出把螺套套于注射器内芯上(注:10ml机型由于注射器直径差别大,还需按其外圆大小选取垫片) 并用螺套将其和下底座适当紧固(拆装注射器必须注意清洁)。
3、将上卡箍座套于注射器外套出水口端,将两边螺母适当拧紧(用5ml注射器时将衬套一并套上拧紧,注意拧的太紧,外套管易碎)。 注:10ml机型有调节套,20型、100型、500型没有。
4、将装好的注射器内芯、外套装配成一体,至此注液系统装配完毕。
5、将阀门箭头朝上,箭头标记朝外用螺母固定于固定螺钉上。
6、将装配完整的注液系统,将注液系统组件上、下圆孔,分别对准上、下固定杆,套于轴承上,并使其外端面和轴承面相平。 下端装配时,切勿使螺套和曲柄相碰,以防上曲柄旋转时发出不正常响声(正确按装时螺套与曲柄间相隔约mm), 注液系统正确安装后,紧固上、下紧定螺钉。用短胶管将注射器和阀门连接咀相接。 进液管道接进水口,出液管道接出水口。 为防止进出液管缠绕,将进出液管卡入机壳侧支耳口内。
7、用手拨动曲柄,应能自由转动,否则装配错误,应检查注液系统是否紧固于转动轴承之上。
小型定量灌装机灌装量调试:
1、首先旋松螺帽然后调节螺杆使下固定杆的位置随之变化。从而注射器的推拉长度也得到改变,达到分装量自由调节之目的。螺杆顺时针调节为增量,反之则减量,当中指针有指示。用5ml针管,看标有5ml一边,用10ml针管看标有10ml一边,20、100、500型直接看标尺、指针定量,但由于各个针管粗细不同,实际分装量有误差,以针管刻度为准,也可在开始分装时用量杯量一下。
2、调节后随即将螺帽旋紧,使下面固定杆与曲柄紧定牢固。
3、旋松螺帽,按不同注射器推拉长度确定上固定杆的正确位置。下边固定杆调好后,转动曲柄使注射器转到上死点后,再将注射器外套管往上提约2mm,以免顶烂针管,再将螺帽旋紧后,方可开机。
4、机器装配无误后打开开关,机器工作时,由曲柄带动注射器上下拉动抽液,调节速度旋钮,选择合适的分装速度,开始正常工作,调节调速器旋钮,顺时针分装速度快,反之速度慢。