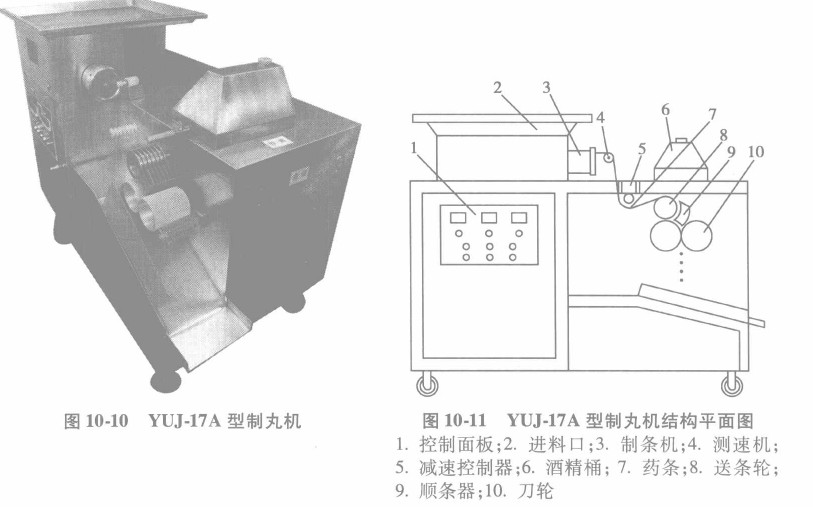
制丸机结构 图10-10 是制丸机结构平面图,主要由加料斗、推进器、自控轮、导轮、制丸刀轮及喷头等组成。
制丸机的工作原理 由制条机、搓丸机、伺服机(实为o.75w交流机)、交流变频器及各种开关构成拖动控制系统,其控制方式是触器、控制模块等部件组成自控系统。由触摸屏操作控制给拖动制条机的5.5kw变频器一个启动信号,制条电机运转。药打出条后,该信号被放置在出条口的编码器所接收,编码器把收到的佰号送给PLC。PLC根据信号大小控制拖动伺服机的变频器的输出,从而实现伺服机对制条电机的同步跟踪,实现对丸条动态的控制。在经搓丸机的切搓后先完成制丸。
标准操作规程
(1)开机前的准备工作
1)检查设备有无“完好”证及清洁状态标志。
2)根据制丸机需要把开关(SA)扳向手动或自动;把凋频开义(SA1)扳向关。
3)把伺服饥速度调节旋训(RP)和制条机调频旋钳(RP3)反时针洞至最低位置。
4)合上低压断路器(QF1、QF2、QF3),电源指示灯(HL0)燃亮(该指示灯含在急停按钮内)。
5)先后启动各电机:①按启动按钮(SB4)搓丸电机启动,指示灯(HL1)燃亮;②按启动按钮(SB6)伺服机准备启动,约经过2秒左右指示灯(HL2)燃亮,只有在这时才可以顺时针缓慢转动速度调节旋钮(RP);③按启动按钮(SB2),制条电机文流变频器数显燃亮,并显示为零,把调频开入(SA1))扳向开,顺时针转动调频旋钮(RP3),数显板显示的就是制条电机频率。制条电机速度随频率增加,直到所需制条机边度,停止转动调频旋(RP3)。
(2)制丸:①打开酒精开关,先把制丸刀润湿。②将制出的药条放在测速电机轮上,并从减速控制器下面穿过。冉放到送条轮上,通过顺条器进人制丸刀轮进行制丸。③工作开始一般是先将一根药条,通过测速发电机轮和相减速控制器,待进一步确认速度调好后,再将共余几根药条依次放上。 ④在生产过程中可通过更换出条口与制丸刀来制出所需直径的药丸。
(3)关机:①先反时针转动速度调节旋钮(RP)和调频旋钮(HP3),使伺服机和制条机停止转功,并把调频开关(SA5))扳向关;②依次按停止按钮(SB1)、(SB3)、(SB5)切断各电机电源,指示灯(HL1)、(HL2)和变频器数显均熄灭;③如果短时间停开制条机,只能用调频开大(SA5))进行操作,切不可频繁操作(SB1)、(SB2)按钮以免损坏火频器;④切断整机电源,指示灯(HL0)熄灭;⑤遇有紧急情况,可按急停按钮(SB0)切断所有电机电源;⑥工作结束后应将料仓和刀轮上的残留物清洗干净。
|