|
压片的工艺
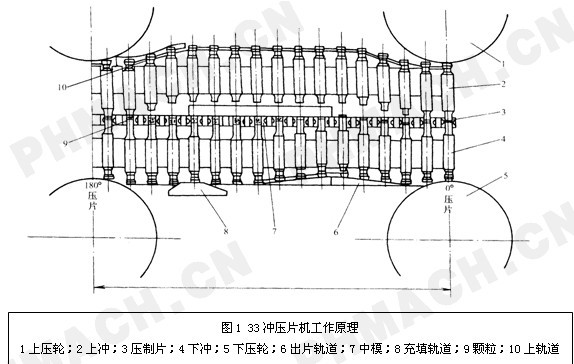
压片的工艺过程如图1所示
冲模包括上下冲头和中摸,其制造精度要求较高。中模与模孔为过渡配合,安装时应使中模的上平面与转台平面一致,不可高出。冲头与中模孔的直径公差为0.035一0.050mm之间。冲头长短不宜超过0.035mm。中模安装好后应将六角球端螺钉旋紧。上冲安装完毕后,必须将嵌舌对准上冲杆颈部翻下。下冲安装完毕后必须将圆盖板放平,否则不能开车。
压片的形状是由冲头及冲模内孔的形状所决定的。圆片的直径一般在5.5~14mm之间。ZP-33型压片机只能压制圆形片,但转台经改制后,可用于异形片的压制。
上轨导是由轨导盘和曲线导轨组合成的整体平面凸轮。上冲尾部的凹槽沿轨导的凸边运转,作上下运动。下轨导是由主体台面、充填导轨与用螺钉安装在主体台面上的导轨组成。当下冲运行时,它的尾部嵌在轨导槽内,沿糟的坡度和充填导轨的坡度而作上下运动。完成加料、填充、出片动作。
本文作者:常宏药机
本文链接:www.ch-yj.com
版权所有@转载时必须以链接形式注明作者和原始出处
|

